What is a Double Block Bleed Valve and Its Applications?
The Double Block Bleed Valve is a critical component in process control and safety systems. Its design ensures that there is a reliable isolation of fluid flow, reducing the risk of leaks and enhancing safety in various applications. This valve is commonly utilized in oil and gas, chemical processing, and power generation sectors.
In these industries, the Double Block Bleed Valve allows for maintenance and inspections without shutting down the entire system. This feature minimizes downtime, improving efficiency and productivity. An effective double block bleed valve can act as a safeguard against potential hazards. Operators can monitor and manage pressures effectively.
However, not all applications need a double block bleed valve. Misapplication can lead to unnecessary costs and complexity. It's essential to evaluate the specific needs of each operation. Understanding the valve's limitations is also crucial to ensure reliability. Therefore, proper education on its use plays a vital role in maximizing safety and efficiency.

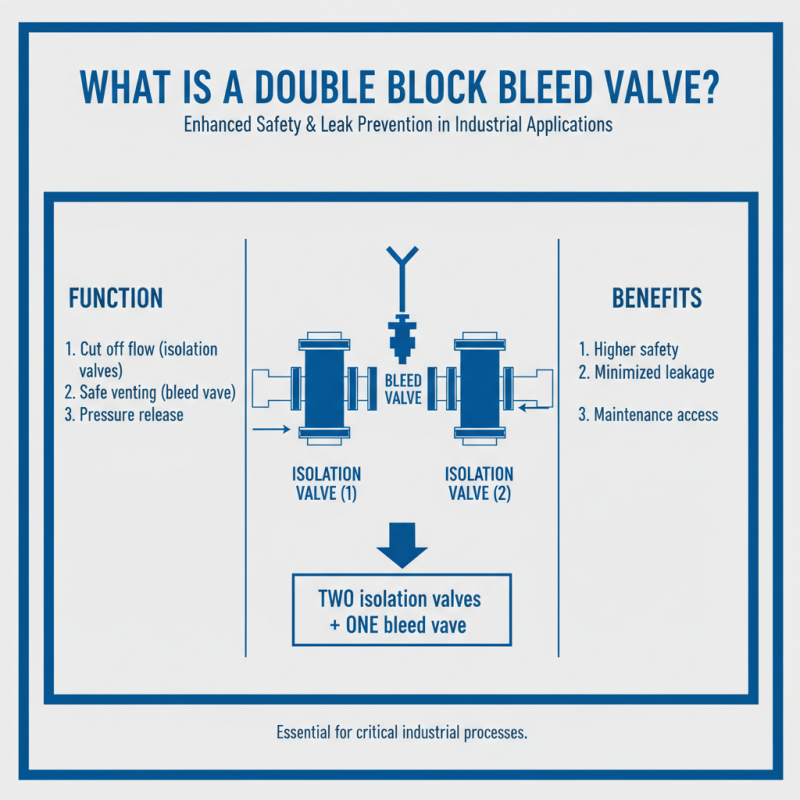
What is a Double Block Bleed Valve?
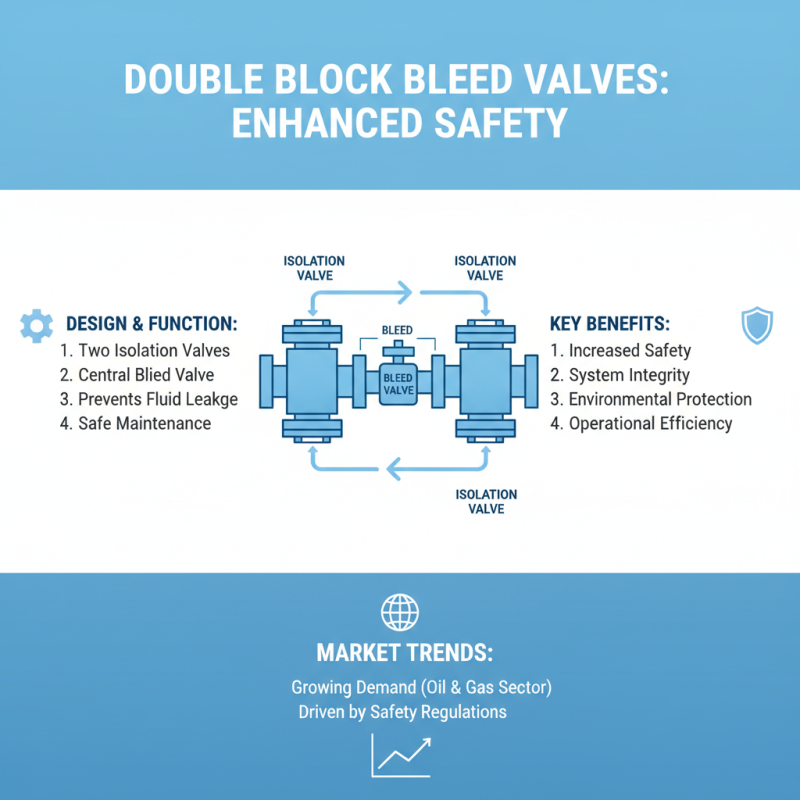
A Double Block Bleed Valve (DBBV) is crucial in various industrial applications. It features two isolation valves and a bleed valve in between. This design ensures a higher safety margin and minimizes the risk of leakage. The two isolation valves can effectively cut off flow, while the bleed valve allows for safe venting and pressure release.
Data from the International Association of Oil & Gas Producers suggests that over 40% of leaks in oil and gas operations stem from valve failures. This underscores the importance of reliable equipment like the DBBV. These valves are particularly relevant in high-pressure environments, such as pipelines and chemical processing plants. The capabilities of a DBBV help maintain system integrity and enhance operational safety.
Tips: Always conduct regular maintenance checks. Wear and tear can compromise the valve's effectiveness. Additionally, consider the installation environment. Extreme temperatures may affect valve performance.
In certain instances, operators may overlook the need for thorough training on DBBV. This can lead to improper usage, undermining the valve's efficiency. A well-informed team reduces potential risks associated with valve operations. Continuous education plays a vital role in maintaining safety and efficiency.
Design and Components of Double Block Bleed Valves
Double block bleed valves are essential in ensuring safety in piping systems. Their design features two isolation valves with a bleed valve in between. This configuration allows for the safe maintenance of pipeline systems without the risk of fluid leaking into the environment. According to the Global Market Insights report, the demand for such valves is on the rise, driven by the need for safety in oil and gas sectors.
The components of a double block bleed valve include the main body, two shut-off valves, and a bleed valve. Each of these parts has a critical role. The main body houses the valves, while the shut-off valves provide tight sealing. The bleed valve allows for pressure release during maintenance. Reports indicate that when poorly designed, these valves can lead to operational risks. Regular testing and maintenance are often overlooked, potentially compromising safety. Understanding these components is vital for effective operation and compliance with safety standards.
In practice, double block bleed valves show mixed results. Some installations function flawlessly under high pressures, while others face challenges with wear over time. Reports suggest that industry performance varies significantly. Ensuring proper installation and training can mitigate common issues. However, the complexity of certain environments may still present unforeseen challenges.
Working Principle of Double Block Bleed Valves
Double block bleed valves are essential components in various industrial applications. Their primary function is to provide isolation and bleed capabilities in a single unit. This design ensures that fluids can be safely managed without leaking. The valve consists of two blocking elements and a bleed port in between. This structure allows for effective maintenance while minimizing the risk of contamination.
The working principle of double block bleed valves relies on their unique construction. When the valves are closed, both blocking elements seal the pipe, creating a secure barrier. If maintenance is required, the bleed port allows any residual fluid to escape before the work begins. This prevents spills and enhances safety. It's crucial to choose the right material for these valves, as differences can affect performance.
**Tip:** Regular inspections are vital for double block bleed valves. Look for signs of wear and corrosion. Always keep a record of maintenance activities.
Implementing this kind of valve in your system can improve reliability. The dual block feature enables effective isolation, making procedures safer. However, it’s essential to train personnel on proper operation. Missteps during handling can lead to accidents. Regular training updates are recommended.
Double Block Bleed Valve Applications and Their Effectiveness
This chart illustrates the effectiveness of Double Block Bleed Valves in various industrial applications. The data represents the percentage of usage across different sectors.
Applications in Industrial Settings
Double block bleed valves play a crucial role in various industrial settings. Their primary function is to isolate a pipeline while allowing for safe bleeding of pressure. This essential component helps maintain safety and efficiency in operations. In oil and gas industries, for instance, these valves ensure that any pressure buildup can be managed without risking leaks.
In chemical processing plants, double block bleed valves enhance safety protocols. They ensure that hazardous materials are contained. This containment is vital for preventing accidents and protecting workers. Regular maintenance and inspection of these valves are often overlooked, but they are necessary to ensure optimal performance. Failure to do so can lead to dangerous situations, highlighting the need for rigorous safety standards.
Additionally, these valves are relevant in water treatment facilities. They can help manage water pressure and ensure proper flow rates. However, improper installation can lead to inefficiencies. Operators must be trained to handle these systems properly. Lessons learned from past mistakes emphasize the importance of expert knowledge in operating double block bleed valves effectively.
Benefits and Limitations of Using Double Block Bleed Valves
Double block bleed valves are effective for isolating sections of piping systems. They serve vital functions in industries where safety and reliability are paramount. However, understanding their benefits and limitations is essential for optimizing their use.
One significant benefit of a double block bleed valve is enhanced safety. The dual isolation prevents leaks, reducing the risk of hazardous fluid escape. This is crucial in industries like oil and gas. Maintenance becomes more manageable because operators can safely work on the system. Another advantage is that they minimize the potential for contamination.
Despite these advantages, double block bleed valves have limitations. They require careful installation and regular maintenance checks. Potential blockages can occur, affecting system efficiency. Moreover, their complexity can lead to higher costs and longer downtime during repairs. These factors call for a thorough assessment before implementing them in a process. Balancing safety and efficiency is vital for achieving optimal performance.